3Dプリント
2015年9月1日 - 未分類
Kudo3D Titian 1での光造形の続きです。よやくレジンコンテナが届いたので、3Dプリンティングを再開しました。最初は、新しいレジンコンテナでKudo3D社からもらった、キャリブレーションモデルを作成してみました。造形後、テフロンフィルムを見て驚いたのですが、早速、シワが入っていました。そこで、レジンを変更して、SPOT-HTを使ってみました。SPOT-HTは、硬化反応が遅いようで、露光時間を8.2秒にしなければならないようです。SPOT-HTは、硬化すると茶色の不透明な物体になります。
Kudo3D社のホームページに、露光時間やリフト量、リフト速度の推奨値があります。しかし、ここに書かれている、Base Line Exposure Time Recommenredは、どうも長過ぎるようです。試してみた場合の2倍以上、長い。推奨値の半分か1/3くらいできれいに造形できました。
一番、きれいに造形できるのは、3DM-ABSだと思います。3DM-ABSは、オレンジ色の半透明なできあがりになります。露光時間は、推奨値の半分ちょっと少なめにします。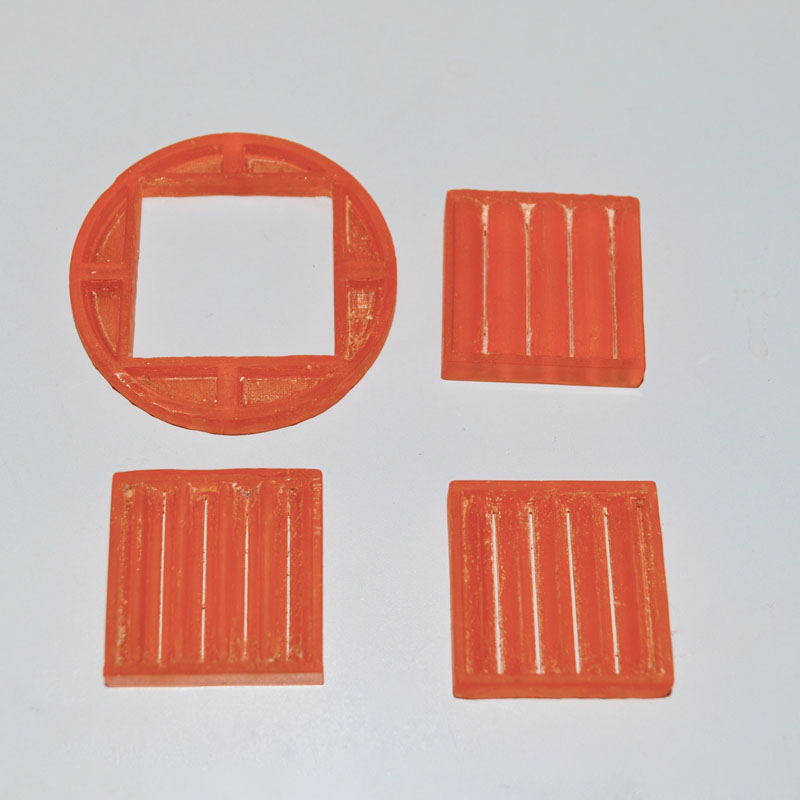
隙間にレジンが残って、軽く硬化しているようです。布で擦ると、ボロボロと垢のようなものがでてきます。IPA(イソプロピルアルコール)に漬けておいても、なかなか取れません。このまま紫外線で硬化させてしまうと、余分なレジンまでもが硬化してしまうでしょう。レジンが完全に硬化するまでに、洗い落とさなければなりません。しかし、なかなか綺麗に落とせません。
仕方がないので、研磨することにします。模型用にミニルータというものが売られているので、これで研磨してみようと思います。
意外に重要なのがサポートです。造形物を支える、細い支柱のようなものです。Creation Studioで自動生成できます。しかし、Creation Studioのデフォルトは細すぎて、造形中に切れてしまうことが頻発するので、二回りほど太くするとよいでしょう。デフォルトでは、サポートの先端は、0.2mmです。簡単に切れる細さです。この値を0.5mmにしておきます。0.5mmなら、ニッパを使わないと切れなくなります。
後、大きな穴が空いているようなものは、造形中にひずみがでることがあります。大きな開口部にもサポートを入れておくのがいいでしょう。