Kudo3D Titan 1
2015年7月10日 - 未分類
Kudo3D Titan 1は、DLP方式のSLAプリンター(光造形)の一種であり、Passive Self-Peeling(受動的自己剥離)方式が特徴の3Dプリンターです。今回、Titan 1を使う機会があったので、メモを残しておきます。Passive Self-Peelingと言うのは、レジンが硬化した時に、トレイにくっつくのを引き剥がすもののようです。この引き剥がし動作が3Dプリント速度を遅くしています。
先ず、知っておかなければならないことは、Titan 1は完成品で届くのではなく、組み立てキットで届くということです。自分で部材を組み立てて、自分でキャリブレーションを行って、使えるようにするものです。ソフトウエアも、各種のフリーウエアを組合せて使うようになっています。なので、届いたその日から、ボタンひとつで3Dプリンティングできるようなものではありません。組み立てて利用するまでには、それなりの知識が求められます。
ここに、他社の3Dプリンターとの比較があります。
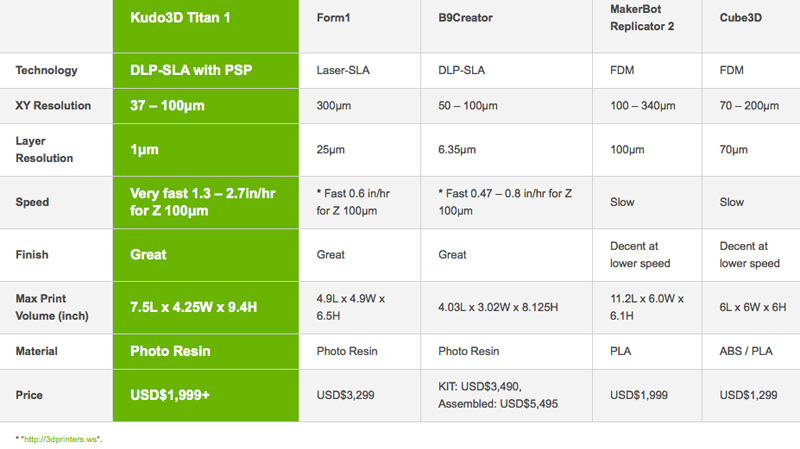
Titan1はDLP方式なので、積層1層を1度に印刷できるために、レーザー方式のForm1よりも2,3倍、高速で、高精度です。光造形は、段差が目立つので、Layer Resolutionが1μmというところが採用の決め手になりました。これほど高精度ならば、ほとんど段差が目立つことはないと思われます。
説明書は、Kudo3DのHPからダウンロードします。製品には付属していません。説明書に従って組み立てていきます。特に、難しいことはありません。1つだけ注意点があるとしたら、DLPプロジェクタの3PのACコードは、モーター制御のArdinoのACアダプターに付いている3PのACコードと取り替えて使います。ArdinoのACアダプターに付いている3PのACコードは、L字型に曲がっているので、DLPプロジェクタをより低い位置にまで移動できるからです。
Kudo3DのHPには、Mac用のアプリもダウンロードできるようになっていますが、Mac用のアプリは正しく動作しません(2015年7月10日現在)。また、3Dプリントに必要なフリーウエアの多くもMacでは動作しないものがあります。WindowsのPCを使います。MacでVMWareなどの仮想環境でWindowsを起動しても動作しません。
Titan1につなぐPCは、Windows OSのノートPCかタブレットPCが適しています。デスクトップ型のPCを使う場合には、デュアルディスプレイ対応のものでないと使えません。DVI端子で、DLPプロジェクタと接続します。DLPプロジェクタの解像度は1920×1080になります。
先ず、Windowsの設定ですが、デュアルディスプレィ側には、タスクトレイが表示されないようにします。また、3Dプリント中にスクリーンセーバーが動作しないように設定しておきます。3Dプリント中にスクリーンセーバーが動作すると造形に失敗します。
3Dプリントを行う場合に必要なソフトウエアを記述しておきます。
3Dモデリングを行ってSTL形式のファイルを出力します。
オープンソースの本格的な3DCADです。
3Dモデリングでスリットを入れるのに便利です。
STLデータに欠陥がないか確認できます。
STLデータからslice画像を作成するのに使います。
slice画像と印刷パラメータファイル(CSV)を読み込んで3Dプリントするソフトウエアです。G-Codeは自動で生成して、ステージを動かしてくれます。Kudo3Dのダウンロードページから入手できます。
Kudo3DのKudo3D Printing Guide v1.6 (pdf: 128K) をよく読んでください。
3Dプリント開始時には、ステージが0位置にある必要があります。ステージが上がった状態では、レジンに浸かりません。レジンなしで試し印刷すると、印刷終了時にステージが上限リミットを超えることがあります。そうなると、ステージが下がってきません。この場合には、モーターをOFFにして、ステージ移動機構のモーターのシャフトを手で回せば、ステージを下ろすことができます。
Titan 1では、キャリブレーションモードで、格子模様をプロジェクタから出力して、投影面に置いたスケールに一致するように、プロジェクタの高さやズーム倍率を調整するようになっている。しかし、この調整は非常に難しく、思ったような大きさにキャリブレーションすることが難しい。small build platformならば、キャリブレーション格子の長辺が192mmになるようにする。これは、プロジェクタの解像度が1920×1080であるため、192mmにすると1画素サイズが192/1920=100μmになる。もっと解像度を高めたい場合には、プロジェクタを投影面に近づける。130mmくらいまでは近づけた場合には67μmの解像度になる。実際には、192mmにすることは難しいので、ピントが合った状態で、長辺の長さを測定することになる。
3Dモデル作成には、Adbe 123D Designが使いやすい。
Kudo3Dでは、スライス画像生成には、Creation Workshopを使うことを推奨している。Creation Workshopでスライス画像を生成する場合、Build SizeとSlice Thicknessを正確に設定しないと、造形物のサイズが違ってくるので注意が必要。
Windowsの画面共有機能が、何時の間にやらデスクトップ画面を表示していて、レジンが硬化することがありました。デスクトップの壁紙は黒色にしておくことをお勧めします。
急に、造形品質が低下して、スラブのようなものがまとわりつきだすことがありました。
![]()
経平面がきれいに造形できなくなっています。露出時間を変えても、やっぱり綺麗にできない。
殆ど諦めかかって、Rasin ContainerをIPA(イソプロピルアルコール)で洗浄してみると、Rasin Containerの底のシリコンジェルの上に貼られてあるテフロンフィルムにシワが発生しているのを見つけました。

こんなに大きな領域で、凸凹になっていたら、プロジェクタからの光がまっすぐに届きません。レジン表面には、曲がりくねった届いた光が当って、造形品質を劣化させているようです。

kudo3D社に問合せた所、Rasin Containerには、Ver.1とVer.2があるそうで、それぞれの違いは、シリコンジェルの厚みの違いのようでした。Ver.1がSmall Build Platform用で、Ver.2がLarge Build Platform用とのことです。
どうも、このRasin COntainerは、消耗品?のような感じです。何度か造形していると、シワが発生することがあるのか、それとも、ホームポジションの位置が低くすぎたのか。どちらにしても、何度か造形したら、Rasin Containerは取り替えるようです。
購入すると時間もかかるし、コストもかかるので、自作を考えました。
ハザイヤさんで、アクリル部材のカット材を注文。2セット分で、1,350円(@675円)でした。他に、シリコンゴム(3,485円)とテフロンシート(2,235円)を注文。
シリコンゴムの代わりに、スライムでもできるのではないかと思ったので、合成のり(PVA)と硬化剤のホウ砂も購入。いろいろ実験してみて、最適なResin Containerを作ってみようと思います。
そもそもアクリルではなく、ガラス製の容器でもいいのかもしれません。ガラス製が最も安価なような気がします。
kudo3D社からは、Rasin Containerを1つ送ってくれるという連絡がありました。なかなか、いい対応をしてくれますね。しかし、シワがはいるResin Containerなんて、不良品か、もともとの設計ミスか、どちらかなのでしょうね。
Rasin Containerが入手できるまで、しばらくは、光造形は中断になります。
3Dプリンターを使うのは初めてだったので、値段の安いMakerJuiceというレジンを使っていたのですが、このレジンが悪かったようです。Kudo3Dでは、MakerJuiceの他に、Spot-HTとか3DM-ABSなどが売られています。Shot-HTや3DM-ABSを使った所、テフロンフィルムの劣化は少なくなったようです。MakerJuiceがテフロンフィルムを劣化させやすいようです。
光硬化樹脂のレジンは、硬化するときに、結構な熱を放出するようです。この熱でベースのフィルムが損傷するのだと思います。耐熱性のテフロンフィルムにする必要があると思います。
レジンの臭いがくさい。一旦、Titan 1を室内に入れたのですが、あまりにも臭がするので、また、屋外に出しました。屋外では、太陽光を遮らないと、レジンが硬化するので注意が必要です。特に、朝日で硬化するようです。赤色のカバーは、ないよりは増し程度のものなので、レジンの効果を完全に防ぐものではないようです。太陽の光を入れないようにすることが最も効果的です。